
减速机行业MES系统软件解决方案(二)
日期:2018-05-16 / 人气: / 来源:
项目按两化融合的要求,智能厂房、智能生产线与信息化实施同步建设,提出信息化建设 MES 系统目标如下:
1、实现 JRT 齿轮减速电机 100%交付合格率、10%成本降低率、100%交付准时率、10 亿元年销售收入、7 天交货周期、9 次年库存周转;
2、建立完善的生产设备物联网体系、生产看板与指挥中心体系、产线机台计划体系与产品质量追溯管理体系,提升工厂智能化整体水平。
3、建立覆盖智能工厂整个生产过程,包括智能齿轮生产线、智能箱体生产线、智能仓储物流系统、智能电机生产线、智能减速机装配线、加工检测、装配试验等物联系统,选用相宜的数据采集模块,支持 232、485、RJ45 或 WIFI 等联网接口;
4、减速机行业MES系统建立生产现场操作终端系统,用于控制设备状态、领取工作任务指令、查阅图纸资料、完成工序报工等,以及员工自助查询质量、工时等考核结算相关信息;
5、建立高级计划排程系统,为紧急生产任务插单排程提供运算依据;
6、安装车间生产现场按灯系统,建立满足技术、质量、工艺等相关部门快速响应体系;
7、建立完善的来料与过程质量检验信息管理,以二维码与条形码技术为基础,建立公司级产品身份证质量追溯系统,以及半成品生产过程与原材料的批次质量追溯体系;
8、建立公司与车间生产体系必备的看板显示管理与大屏指挥中心系统;
9、建立完善的数据查询系统与报表开发系统;
10、建立产供销主业务流程的 KPI 指标体系,预警与查询同步。
4减速机行业MES系统软件项目范围
4.1减速机行业MES系统软件组织范围
1、MES 系统生产组织范围:智能工厂 1 号厂房智能齿轮生产线,2 号厂房智能箱体生产线,3 号厂房智能仓储物流系统、智能电机生产线、智能减速机装配线等新建、扩建、技改项目。
2、条形码应用范围:覆盖一链四厂,包括供应链管理部、齿轮工厂、箱体工厂、电机工厂、装配工厂生产现场和仓库。
3、数据采集相关设备与硬件先行估算,最终按实施方案结算。
4.2减速机行业MES系统软件功能范围
本期 MES 系统软件需求包含但不局限以下功能(涵盖 MES、数据采集、计划排程、看板管理、质量追溯、员工计件核算等系统):
| 功能点 |
子功能点 |
子功能点说明 |
|
MES系统 |
系统管理 |
系统设置、组织框架设置 用户管理、权限管理、操作记录 |
| 工厂建模资料管理 |
工厂组织管理、班组管理、产品资料 产品缺陷资料、工厂日历、生产流程设定 标签模板维护、批次编码命名规则定义 |
|
| 计划管理 |
计划接受、工单优先级别管理、工单工序完工管理 |
|
| 物料管理 |
物料基本属性、物料批次管理 工单BOM管理、特殊物料管理 产线物料退库管理、物料信息防错 |
|
| 生产管理 |
工序内作用步骤管控、设备制程参数防错 作业指导书及其他现场作业文件 工单工序报工数量防错 产品包装管理、返工管理 |
|
| 设备物联网 |
设备接入、实时监控预警、设备控制 |
|
| 数据采集 |
运行基本性能采集、产能报工数据采集 |
|
| 质量管理 |
过程质量管理(IPQC)、最终质量检验(FQC) 质量追溯与分析、在线检测分析 |
|
| 高级排程 |
计划预排到机台、计划图形化 紧急插单、计划调整 |
|
| 共享终端 |
员工自助、工作质量工时查询 共享图纸资料、工艺指令 |
|
| 设备管理 |
设备模具台账、设备点检、保养维修 |
|
| 工具管理 |
工装、夹具、模具、检具 |
|
| 条码管理 |
条码管理、二维码管理、激光喷码、RFID应用 |
|
| 报表管理 |
产量统计管理、数据分析统计、报表开发平台 |
|
| 看板管理 |
生产看板、车间生产统计、信息预警 |
|
| 指挥中心 |
大屏组合控制、报表轮巡体系 KPI指标体系、现场视频接入 |
|
| 系统集成 |
通过系统集成打通MES系统软件与SAP的关键信息同步,同步方向及内容,从SAP到MES:1.物料主数据(含原料、半成品、产品);2.工单(工单物料清单、工单工序);3.工单发料信息(工单批次、批次追溯信息); 从MES系统到SAP:1.工序报工(含完工品数量及级别、报废数);2.工单物料批次的消耗信息;3.产线物料批次退料信息; |
5减速机行业MES系统软件项目方案
5.1减速机行业MES系软件统项目理解
对生产现场、计划管理、设备管理、仓储管理有了初步的了解,该信息化、数字化过程需要进行整体的梳理,并进行详细的规划;针对减速机行业信息化、数字化基础构建有如下需求:
1、生产车间各个工段,各条流水线自动化程度较高,但都相对独立,对于每个工段所需产品的信息化集成度不高,车间或公司系统无法进行全面管控整个生产过程并对信息进行即时处理;
2、产品追溯过程信息化程度缺失,信息未集成,追溯过程较难;
3、制造过程数据采集还未开始,数据采集未进行全面设计;成品、半成品及物料的数据采集工作未全面信息化;设备采集仅仅局限在设备内部的使用,未做全面分析;设备全面自动化最大的优势在于数据的全面采集,大数据的前提便是整个过程管控的数据化体现。
4、物流路径及物流状态的信息化还未开始,工段物流作为现阶段几条自动化流水线的主要部分需要进行整体规划,包含物流工具、物流路径、载入方式、输出方式、集成方式等都需要有完整性的规划。
5、品质管控处于传统模式,无法通过信息化快速反馈品质问题就无法拿到品质的最新信息,无法通过信息化的过程快速反馈品质整体走向及趋势就无法进行快速分析从而得到优化方式。
6、生产计划的信息化实现仅处在ERP主生产计划层面,又加上企业自身是属于MTS MTO的生产模式,未来将向ATO模式转型。生产过程得不到很好的控制,计划端的信息化实现变为重要。
7、对于精密度要求如此严格的行业特性来说,设备工艺参数、产品工艺参数及刀模具的管控都极为重要,无法满足这类数据的信息化、数据化管理,依靠员工的管理已经较为复杂,该过程的信息化管控,尤其刀模具的管控已经是迫在眉睫。
8、此外,仓储管理、物料管理、异常管理、看板管理、供应链管理等的信息化体现都不高,需要逐步的完善。
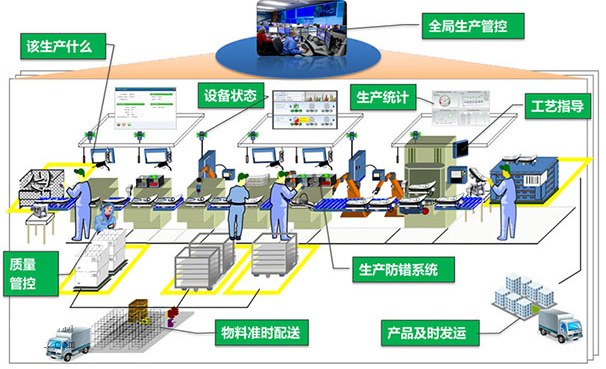
完美车间管理示意图
减速机行业MES系统软件信息化过程至少应包含以下几个模块:生产过程控制、设备管理、刀模具管理、全过程追溯管理、质量管理、看板管理、计划排程、仓储物流管理等等;
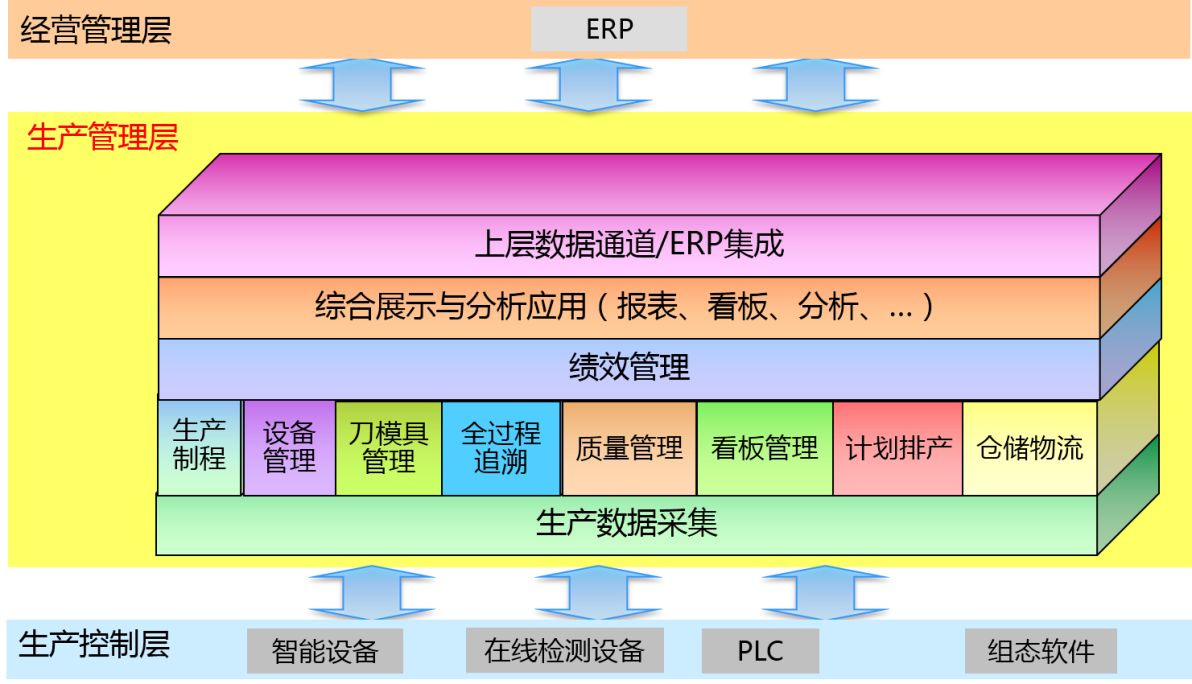
减速机行业 MES系统软件 通过对生产执行层的信息化管控及对底层数据的自动化采集,全面覆盖整个车间的制程过程,形成封闭的管理循环,通过对数据的分析,形成相应特性的报表,将管理数据化,指标数据化、行为数据化,为后期在企业全面推行信息化打好良性基础;在整个信息化构建过程中,MES系统通过精益思想、TOC理论的实践,将管理思想灌入到信息化过程当中,将优化分析建立成杰牌传动固有的经营管理过程中,利用信息化将这些管理手段固化,从而提升整个车间的经营管理能力。
作者:
推荐内容 Recommended
相关内容 Related
- MES制造执行系统生产计划管理01-10
- MES系统,生产制造很给力01-09
- MES系统中生产运行系统的重要性01-08
- MES系统三大层结构01-07
- MES系统的五大功能、六大好处01-06