
某木门企业MES生产系统解决方案(四)
日期:2018-06-28 / 人气: / 来源:
2.2、某木门企业 MES 生产系统建设解决方案
2.2.1、某木门企业MES生产系统解决方案概述
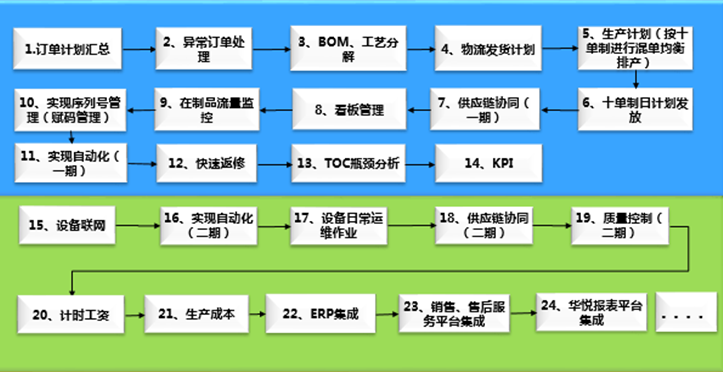
某木门企业一期“MES生产系统”解决方案具体包括14个模块以及一个贯穿整个系统的PDCA管理循环工具。该解决方案融合了先 进的精益生产管理思想、JIP 均衡生产管理思想、工业物联网技术、设备自动化技术以及IT软件技术并基于可持续集成技术平台 。是以企业制造为中心的工业互联网、工业4.0高级信息系统平台性解决方案。
为某木门企业MES生产系统解决方案整体功能框架如下图所示:本次重点阐述“一期MES生产系统”。
2.2.2、某木门企业MES生产系统模块详细说明
2.2.2.1、某木门企业MES生产系统订单计划汇总系统
2.2.2.1.1、某木门企业MES生产系统订单计划汇总系统需求背景
某木门企业MES生产系统需要符合高度定制的生产特点,伴随企业的高速发展,业务量的迅猛激增。根据单模式不同(工程单、 渠道单、电子商务),对发货的要求不同,销售订单信息是整个生产计划的数据来源,公司需全面按照订单要求进行生产,为生 产系统提供销售订单池,为公司推行“MES生产系统”均衡生产提供数据支持。
某木门企业目前已有一套下单系统,包含来自工程、电商、渠道三处的订单信息,并且针对正常的
订单可分解至生产时候所需的 尺寸,已细化到门扇、门套、套线的生产信息。同时明确了订单的交期,区分刚性和柔性种类。初步了解该木门企业目前订单系 统存在以下问题:
1、有物料分解功能,但没有半成品,直接展开到子件物料。导致半成品管理缺失、日常沟通困难。
2、大量使用特殊公式计算物料型号编码,不符合标准产品化设计原则。
用手工单变通解决异常订单的问题,比较牵强容易出错。
3、系统构建时期较早,架构设计不合理导致对接比较繁琐,会存在一定的风险。
为了更好增强对市场的掌控能力,提高工作效率、交货期综合考虑刚性、柔性的时间安排,使销售交货计划与生产排产进行数据 关联,将客户的要求转化成生产数据,规范业务流程、减少工作失误、提高业务精准度。
2.2.2.1.2、 某木门企业MES生产系统订单计划汇总系统实现原理

结合某木门企业目前的销售系统:综合考虑到销售订单需结合订单下达时间、订单发货时间,生成销售订单池。MES生产系统订 单信息首先从数据共享的维度,将订单池进行区分(未排产、已排产、已生产、已发货、已延迟)等不同。及时监测订单进度的 异常发生,如有异常将即时预警处理。
其中整体订单要求:包含订单信息,油漆色号、树种、材质要求、订单类型,公共信息将反应到订单部分上。
技术分解:首先判断是非标件还是标准件,如非标件将走异常订单流程,详细如异常订单的技术实现。
订单信息的可视化管理,结合丰田目视化管理对订单进行更有效的管理。
对于MES生产系统来说如果能通过看板系统将企业生产系统中的实际情况直观放映出来,无疑对管理者有巨大的价值。由这些信 息势必导致需要规划数据可观的看板,那么不同的管理者如何在这么多的看板中找到他需要关心的信息。分不同阶段实现:
第一阶段与目前的订单系统进行对接的可行性:需要调研目前的编码规则、公式计算的合理性。如果不影响MES生产系统的规划 ,可以沿用规则,从而可以先做系统间的集成。如果存在影响,考虑原订单系统调整风险,如可以做调整,应当做适当调整以符 合后续整体规划要求。如无法调整,则考虑替换的可能性。
第二阶段(如第一阶段可行)可考虑将原先订单系统的下单和分解功能移到智能工厂做。原则上最佳方式是先集成、再替换。
目前相关功能已被熟练操作,做替换会有增加学习成本。引起最终用户反弹(不习惯性操作)。
一个系统的开发和稳定需要一个过程,订单系统是MES生产系统的源头,如果现阶段替换,会导致生产计划的延迟。
MES生产系统完成上线后,将下单和物料分解从订单系统移到MES生产系统也是势在必行,因为在两套系统间交互增加了
数据一致性风险和系统功能复杂度,且最终用户在两套系统切换也相当繁琐。
2.2.2.1.3、某木门企业MES生产系统作用分析
某木门企业MES订单管理系统带来来以下效果:
同一个平台,订单信息为生产提供准确的信息来源。将订单系统的要求及发货进度实际生产系统的数据,通过看板反馈出来,做 目视化管理;
订单进度预警管理,快速加速和改变信息的流转,确保关键管控点的及时提醒,快速预防。
提高客户满意度,销售人员和客户可以直观的查询生产订单的进度,生产数据、生产交期更准确。
通过目视化管理降低企业运营成本,提升各个业务部门协同效率。
2.2.2.2、某木门企业MES生产系统异常订单处理
2.2.2.3、需求背景
某木门企业的产品是按照客户的要求定制化生产,订单中包含异构件的为异常单。订单处于异常状态是不纳入生产计划排产的。 异构件由PMC进行跟踪采购、外协、自制直到入寄存库。当异构件备料完成时,订单由异常转换为正常状态。此时,订单纳入生 产计划排产。异构件的处理对订单有重大的影响,MES生产系统异常订单处理系统通过对寄存仓库的库位和出入库管理即时反馈 信息,并通过看板跟踪异构件处理情况。
2.2.2.3.1.1、某木门企业MES生产系统异常订单处理现原理
异常单的界定:包含异构件的为异常单,在订单中,只要有一个符合非标异型独立产成品的约定订单均列为异常订单。
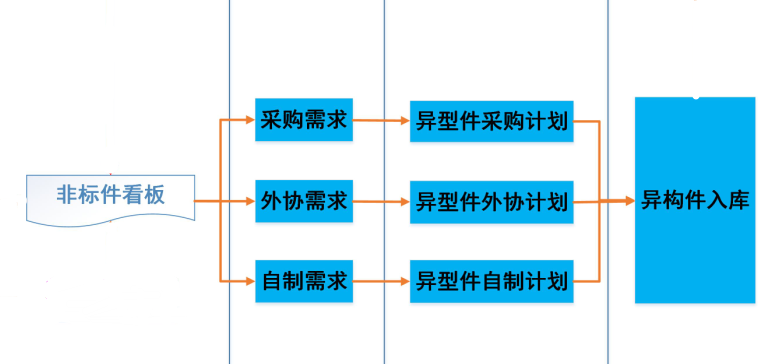
对异构件的处理情况进行追踪,无论采购、外协、自制。看板关注必需异构件在必需时间按必需数量入库寄存仓库。考核采购供 应商、外协供应商、自制车间的及时供货绩效。并对未按时入库进行异常预警。
异常订单由PMC追踪处理(看板追踪):异常订单,在线进行分解。
异常单转为正常单,纳入生产计划系统:异常订单需要考虑采购、库存到货情况、只有物料齐套,才能转入正常订单生产。
处理为异常订单的,需要提前采购或生产的订单能以消息,看板或短信等多途径的方式通知对应人员。
对异构件的处理情况进行追踪,无论采购、外协、自制。看板关注必需异构件在必需时间按必需数量入库寄存。
2.2.2.3.2、某木门企业MES生产系统异常订单处理作用分析
某木门企业通过异常订单系统必然带来以下效果:
异常订单逐步标准化,将非标的数据也进行数字化管理,对非标产品进行工艺分解、使异常订单逐步变成标准化管理。
在结合物料看板和生产提示看板的双重工具下,提升管理水平,并逐步将异常订单纳入到标准正常中。
异常订单的预警提醒,在异常订单池随时了解异常订单的动向,为MES生产系统排产提供基础数据。
2.2.1、某木门企业MES生产系统解决方案概述
某木门企业一期“MES生产系统”解决方案具体包括14个模块以及一个贯穿整个系统的PDCA管理循环工具。该解决方案融合了先 进的精益生产管理思想、JIP 均衡生产管理思想、工业物联网技术、设备自动化技术以及IT软件技术并基于可持续集成技术平台 。是以企业制造为中心的工业互联网、工业4.0高级信息系统平台性解决方案。
为某木门企业MES生产系统解决方案整体功能框架如下图所示:本次重点阐述“一期MES生产系统”。
2.2.2、某木门企业MES生产系统模块详细说明
2.2.2.1、某木门企业MES生产系统订单计划汇总系统
2.2.2.1.1、某木门企业MES生产系统订单计划汇总系统需求背景
某木门企业MES生产系统需要符合高度定制的生产特点,伴随企业的高速发展,业务量的迅猛激增。根据单模式不同(工程单、 渠道单、电子商务),对发货的要求不同,销售订单信息是整个生产计划的数据来源,公司需全面按照订单要求进行生产,为生 产系统提供销售订单池,为公司推行“MES生产系统”均衡生产提供数据支持。
某木门企业目前已有一套下单系统,包含来自工程、电商、渠道三处的订单信息,并且针对正常的
订单可分解至生产时候所需的 尺寸,已细化到门扇、门套、套线的生产信息。同时明确了订单的交期,区分刚性和柔性种类。初步了解该木门企业目前订单系 统存在以下问题:
1、有物料分解功能,但没有半成品,直接展开到子件物料。导致半成品管理缺失、日常沟通困难。
2、大量使用特殊公式计算物料型号编码,不符合标准产品化设计原则。
用手工单变通解决异常订单的问题,比较牵强容易出错。
3、系统构建时期较早,架构设计不合理导致对接比较繁琐,会存在一定的风险。
为了更好增强对市场的掌控能力,提高工作效率、交货期综合考虑刚性、柔性的时间安排,使销售交货计划与生产排产进行数据 关联,将客户的要求转化成生产数据,规范业务流程、减少工作失误、提高业务精准度。
2.2.2.1.2、 某木门企业MES生产系统订单计划汇总系统实现原理
结合某木门企业目前的销售系统:综合考虑到销售订单需结合订单下达时间、订单发货时间,生成销售订单池。MES生产系统订 单信息首先从数据共享的维度,将订单池进行区分(未排产、已排产、已生产、已发货、已延迟)等不同。及时监测订单进度的 异常发生,如有异常将即时预警处理。
其中整体订单要求:包含订单信息,油漆色号、树种、材质要求、订单类型,公共信息将反应到订单部分上。
技术分解:首先判断是非标件还是标准件,如非标件将走异常订单流程,详细如异常订单的技术实现。
订单信息的可视化管理,结合丰田目视化管理对订单进行更有效的管理。
对于MES生产系统来说如果能通过看板系统将企业生产系统中的实际情况直观放映出来,无疑对管理者有巨大的价值。由这些信 息势必导致需要规划数据可观的看板,那么不同的管理者如何在这么多的看板中找到他需要关心的信息。分不同阶段实现:
第一阶段与目前的订单系统进行对接的可行性:需要调研目前的编码规则、公式计算的合理性。如果不影响MES生产系统的规划 ,可以沿用规则,从而可以先做系统间的集成。如果存在影响,考虑原订单系统调整风险,如可以做调整,应当做适当调整以符 合后续整体规划要求。如无法调整,则考虑替换的可能性。
第二阶段(如第一阶段可行)可考虑将原先订单系统的下单和分解功能移到智能工厂做。原则上最佳方式是先集成、再替换。
目前相关功能已被熟练操作,做替换会有增加学习成本。引起最终用户反弹(不习惯性操作)。
一个系统的开发和稳定需要一个过程,订单系统是MES生产系统的源头,如果现阶段替换,会导致生产计划的延迟。
MES生产系统完成上线后,将下单和物料分解从订单系统移到MES生产系统也是势在必行,因为在两套系统间交互增加了
数据一致性风险和系统功能复杂度,且最终用户在两套系统切换也相当繁琐。
2.2.2.1.3、某木门企业MES生产系统作用分析
某木门企业MES订单管理系统带来来以下效果:
同一个平台,订单信息为生产提供准确的信息来源。将订单系统的要求及发货进度实际生产系统的数据,通过看板反馈出来,做 目视化管理;
订单进度预警管理,快速加速和改变信息的流转,确保关键管控点的及时提醒,快速预防。
提高客户满意度,销售人员和客户可以直观的查询生产订单的进度,生产数据、生产交期更准确。
通过目视化管理降低企业运营成本,提升各个业务部门协同效率。
2.2.2.2、某木门企业MES生产系统异常订单处理
2.2.2.3、需求背景
某木门企业的产品是按照客户的要求定制化生产,订单中包含异构件的为异常单。订单处于异常状态是不纳入生产计划排产的。 异构件由PMC进行跟踪采购、外协、自制直到入寄存库。当异构件备料完成时,订单由异常转换为正常状态。此时,订单纳入生 产计划排产。异构件的处理对订单有重大的影响,MES生产系统异常订单处理系统通过对寄存仓库的库位和出入库管理即时反馈 信息,并通过看板跟踪异构件处理情况。
2.2.2.3.1.1、某木门企业MES生产系统异常订单处理现原理
异常单的界定:包含异构件的为异常单,在订单中,只要有一个符合非标异型独立产成品的约定订单均列为异常订单。
对异构件的处理情况进行追踪,无论采购、外协、自制。看板关注必需异构件在必需时间按必需数量入库寄存仓库。考核采购供 应商、外协供应商、自制车间的及时供货绩效。并对未按时入库进行异常预警。
异常订单由PMC追踪处理(看板追踪):异常订单,在线进行分解。
异常单转为正常单,纳入生产计划系统:异常订单需要考虑采购、库存到货情况、只有物料齐套,才能转入正常订单生产。
处理为异常订单的,需要提前采购或生产的订单能以消息,看板或短信等多途径的方式通知对应人员。
对异构件的处理情况进行追踪,无论采购、外协、自制。看板关注必需异构件在必需时间按必需数量入库寄存。
2.2.2.3.2、某木门企业MES生产系统异常订单处理作用分析
某木门企业通过异常订单系统必然带来以下效果:
异常订单逐步标准化,将非标的数据也进行数字化管理,对非标产品进行工艺分解、使异常订单逐步变成标准化管理。
在结合物料看板和生产提示看板的双重工具下,提升管理水平,并逐步将异常订单纳入到标准正常中。
异常订单的预警提醒,在异常订单池随时了解异常订单的动向,为MES生产系统排产提供基础数据。
作者:
推荐内容 Recommended
相关内容 Related
- MES制造执行系统生产计划管理01-10
- MES系统,生产制造很给力01-09
- MES系统中生产运行系统的重要性01-08
- MES系统三大层结构01-07
- MES系统的五大功能、六大好处01-06