
某汽车行业MES系统软件解决方案(七)
日期:2018-05-31 / 人气: / 来源:未知
5.6 某汽车行业 MES系统 软件功能看板
5.7 某汽车行业MES系统软件解决方案综述
重点方向
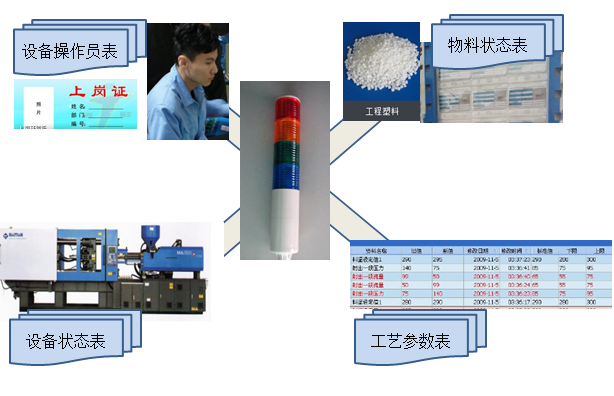
资源合规检查- 操作员档案 设备档案 操作员设备关系表,设备产品关系表,模具设备关系表等
工控人机界面—工控面板,下位机,赋码等
工艺控制:参数配置,允差设置,工艺程序控制等
计划执行:周计划 日计划 班组计划 产线计划 工单
产出统计:工单报告,工序产出报告,资源投入报告等
看板系统:计划看板,设备产出,订单产出,工单产出,效能看板等
设备采集:设备运行时间统计,设备故障代号,设备运行状态统计,设备维护计划等
5.7.1 某汽车行业MES系统软件打造人机料法环的全局管理
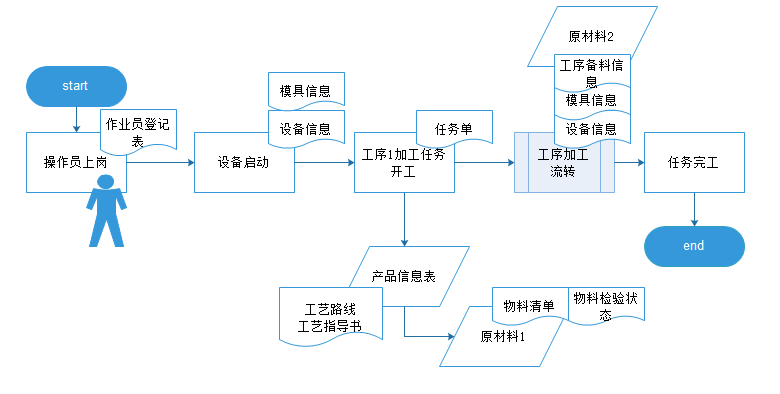
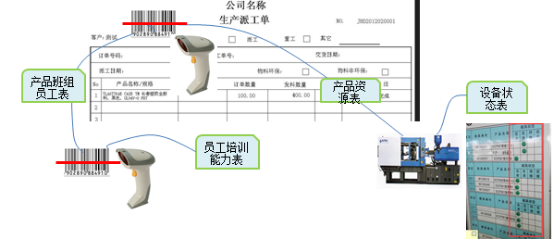
人员管理:
一方面,车间工作人员按角色不同,在上岗能力和特殊加工设备的操作许可上都要进行严格的管控;另一方面,人员上岗操作有效工时的统计等也可以对人员和班组的绩效统计提供依据;
解决方案:
在注塑车间启用员工条码识别或工号密码验证,系统后台对其操作许可认定资料进行甄别,判定岗位可操作性。如有异常情况不会触发岗位许可作业,同时可联动安灯系统;车间管理人员对此类统计进行确认后,可以判断是否需要加强人员执行管控和人员培训等处理。
机台(设备模具)管理:
车间的许可执行必须建立在工单资源系统的配置许可中,产品对应的许可设备和模具会有一些限定,同时对工单加工机型的生产效率考虑会有优选设备建议,对不能启用的设备和模具,是绝对禁止使用的;
解决方案:
操作员扫描要加工的工单条码,系统识别条码后,对加工的机型适用的设备模具等进行相关状态表检查,如有维修或待确认及保养计划期间重叠的进行系统预警;
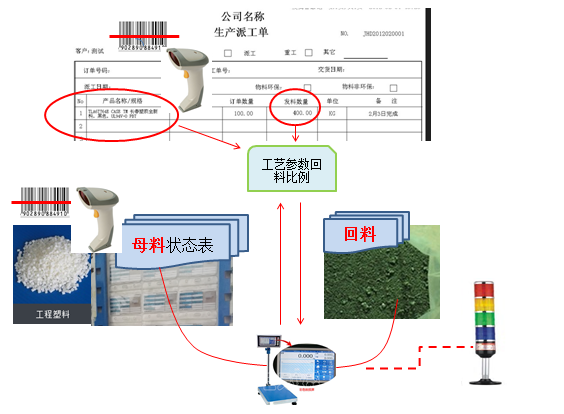
物料管理:
注塑生产加工对物料的特性要求及回料比例都有严格控制;错用原料,错用配比,及母料与回料比例差异都会导致性能影响的隐患发生;
解决方案:
加强电子计量的引用,在加工时,对要加工的机型,根据其BOM要求用料进行扫描物料识别,对母料和回料的配比结合电子计量工作台的称重数据确认,进行系统检查,对超出回料比例的进行现场的安灯警示或管理工作台的警示信息推送;
5.7.2 某汽车行业MES系统软件构建与总装协同,兼顾资源配置的合理计划体系
从某汽车公司的整体计划背景来看,市场需求是大于生产能力的。但是,引发思考的却又很多:
第一问:究竟超出了多少实际生产能力,怎样评估。
第二问:有效产出是否有浪费,可以提高的在什么地方。
第三问:目前的生产计划协同体系存在什么问题,怎样改进。
第四问:未来需要我们构建怎样的计划体系才算合理。
针对以上问题,我们的思考和解决方案如下:
1)评估有效产出之前,可以先评估实际产出,并确认波动的合理范围,从而锁定稳定资源状态下的产出能力;
2)继而评估有效产出时,根据计划达成情况进行针对计划的有效产出,前提是确认计划和销售的联动是否一致,如有异常,需要分清考核责任主体,定位好对销售或是对计划的有效产出方为关键;以上,都必须建立在充分的数据基础之上,也必须凭借出色的管理系统设计;
3)在计划协同的分析上,主要为三段协同,分别为面向客户的销售协同体系,面向供应商的供货协同体系,面向内部生产协同的体系;面向工厂外部的协同体系,以更短的响应机制来实现,这里不作深度解释;我们主要分析内部生产协同体系,内部协同体系中,不能粗放的以安全库存来作为调节,对生产组织计划的拟定,在运算中必须基于准确的基础数据定义,相关提前期的确定除了标准作业时间之外,必须考虑周转,非直接作业时间;对安全库存的设定容量要尽可能的降低;
4)未来计划体系中,除了根据大工艺布局的大工序生产计划之外,还要支持灵活的单元计划模式和均衡计划体系,前者可以灵活的以小资源投入达到高效产出,并减少中间在制品,后者可以使员工设备保持均衡的稼动结果;

整体计划模型如下图,对实现中指定的单元计划模式要配合精益改善指导,实现单元任务的分配。结合TOC的导入,重点改善瓶颈制约,而对于前道车间来讲产能是可以达到市场需求的,所以对于前道车间的管理重点是协同保障总装计划的生产要求;
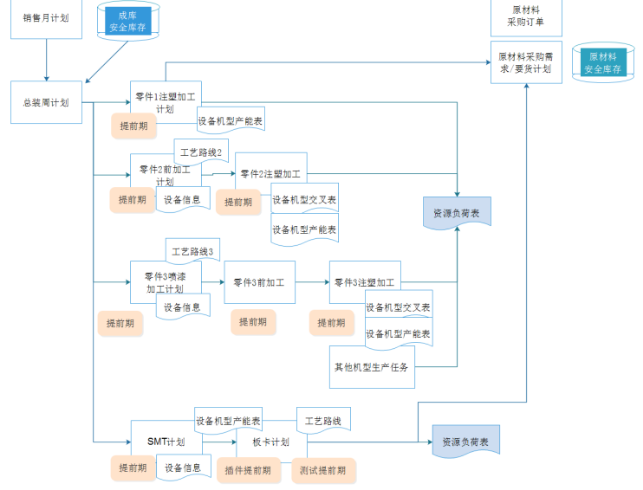
具体某汽车行业MES系统软件功能包括:
1)根据总装产品的BOM结构区分出需要各工序加工的产品
2)根据每个加工产品的工艺路线提前期设定,计算出每个工序加工及工序加工前的生产周期安排;
3)对每个工序加工零件的许可资源(设备、模具、班组、人员等)的生产能力进行小时单产核验,对其生成有限产能表
4)计划排单结果按有限产能表的辅助运算,修订出合理的日计划安排;
5)未来可以对机型零件抽象分类,结合历史生产质量数据优先配置直通率较高的班组和机台;
6)同时开工作业备料前对总装日计划的临时调整进行特殊的任务单及时关闭响应等
7)从订单生成工单(可与T6接口)PMC参照日历查看所有机器的排产和生产进度,再对工单进行排产,自动生成派工单,经过审核后的派工单就自动派工到相应机台,供车间QC、领班、机修、加料工参考。
5.7.3 某汽车行业MES系统软件构建高效的看板指挥系统
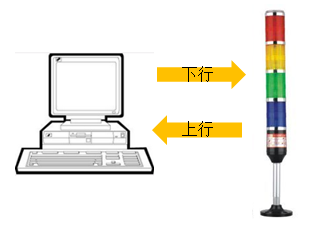
5.7.3.1 安灯系统
主要应用与设备、工单、材料、人员、工艺参数等异常的控制识别
避免不受控的因素介入到正常的生产中来;
按灯系统不仅可以实现现场异常的管理警示,同时,可以通过管理平台对一些特殊场合进行管理直接推送,要求现场处于某种警示状态,从而保持或限定现场的某些操作。
5.7.3.2 某汽车行业MES系统软件综合看板应用
主要面向生产管理的现场看板,包含前后道工序的衔接数量要求等信息;
【计划产出看板,前后衔接数量看板,按订单的注塑品类综合看板】



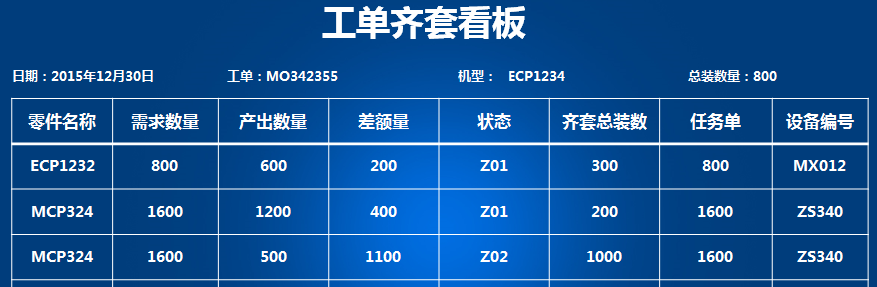
看板在 MES系统软件 中的地位特别重要,通过看板可以实现各类管理驱动,结合看板的管理可以充分提升各部门,各工序之间的任务衔接过程,从而减少在制品,减少闲置能力,充分发挥各组的直通率和产出贡献。
5.7 某汽车行业MES系统软件解决方案综述
重点方向
资源合规检查- 操作员档案 设备档案 操作员设备关系表,设备产品关系表,模具设备关系表等
工控人机界面—工控面板,下位机,赋码等
工艺控制:参数配置,允差设置,工艺程序控制等
计划执行:周计划 日计划 班组计划 产线计划 工单
产出统计:工单报告,工序产出报告,资源投入报告等
看板系统:计划看板,设备产出,订单产出,工单产出,效能看板等
设备采集:设备运行时间统计,设备故障代号,设备运行状态统计,设备维护计划等
5.7.1 某汽车行业MES系统软件打造人机料法环的全局管理
人员管理:
一方面,车间工作人员按角色不同,在上岗能力和特殊加工设备的操作许可上都要进行严格的管控;另一方面,人员上岗操作有效工时的统计等也可以对人员和班组的绩效统计提供依据;
解决方案:
在注塑车间启用员工条码识别或工号密码验证,系统后台对其操作许可认定资料进行甄别,判定岗位可操作性。如有异常情况不会触发岗位许可作业,同时可联动安灯系统;车间管理人员对此类统计进行确认后,可以判断是否需要加强人员执行管控和人员培训等处理。
机台(设备模具)管理:
车间的许可执行必须建立在工单资源系统的配置许可中,产品对应的许可设备和模具会有一些限定,同时对工单加工机型的生产效率考虑会有优选设备建议,对不能启用的设备和模具,是绝对禁止使用的;
解决方案:
操作员扫描要加工的工单条码,系统识别条码后,对加工的机型适用的设备模具等进行相关状态表检查,如有维修或待确认及保养计划期间重叠的进行系统预警;
物料管理:
注塑生产加工对物料的特性要求及回料比例都有严格控制;错用原料,错用配比,及母料与回料比例差异都会导致性能影响的隐患发生;
解决方案:
加强电子计量的引用,在加工时,对要加工的机型,根据其BOM要求用料进行扫描物料识别,对母料和回料的配比结合电子计量工作台的称重数据确认,进行系统检查,对超出回料比例的进行现场的安灯警示或管理工作台的警示信息推送;
5.7.2 某汽车行业MES系统软件构建与总装协同,兼顾资源配置的合理计划体系
从某汽车公司的整体计划背景来看,市场需求是大于生产能力的。但是,引发思考的却又很多:
第一问:究竟超出了多少实际生产能力,怎样评估。
第二问:有效产出是否有浪费,可以提高的在什么地方。
第三问:目前的生产计划协同体系存在什么问题,怎样改进。
第四问:未来需要我们构建怎样的计划体系才算合理。
针对以上问题,我们的思考和解决方案如下:
1)评估有效产出之前,可以先评估实际产出,并确认波动的合理范围,从而锁定稳定资源状态下的产出能力;
2)继而评估有效产出时,根据计划达成情况进行针对计划的有效产出,前提是确认计划和销售的联动是否一致,如有异常,需要分清考核责任主体,定位好对销售或是对计划的有效产出方为关键;以上,都必须建立在充分的数据基础之上,也必须凭借出色的管理系统设计;
3)在计划协同的分析上,主要为三段协同,分别为面向客户的销售协同体系,面向供应商的供货协同体系,面向内部生产协同的体系;面向工厂外部的协同体系,以更短的响应机制来实现,这里不作深度解释;我们主要分析内部生产协同体系,内部协同体系中,不能粗放的以安全库存来作为调节,对生产组织计划的拟定,在运算中必须基于准确的基础数据定义,相关提前期的确定除了标准作业时间之外,必须考虑周转,非直接作业时间;对安全库存的设定容量要尽可能的降低;
4)未来计划体系中,除了根据大工艺布局的大工序生产计划之外,还要支持灵活的单元计划模式和均衡计划体系,前者可以灵活的以小资源投入达到高效产出,并减少中间在制品,后者可以使员工设备保持均衡的稼动结果;
整体计划模型如下图,对实现中指定的单元计划模式要配合精益改善指导,实现单元任务的分配。结合TOC的导入,重点改善瓶颈制约,而对于前道车间来讲产能是可以达到市场需求的,所以对于前道车间的管理重点是协同保障总装计划的生产要求;
具体某汽车行业MES系统软件功能包括:
1)根据总装产品的BOM结构区分出需要各工序加工的产品
2)根据每个加工产品的工艺路线提前期设定,计算出每个工序加工及工序加工前的生产周期安排;
3)对每个工序加工零件的许可资源(设备、模具、班组、人员等)的生产能力进行小时单产核验,对其生成有限产能表
4)计划排单结果按有限产能表的辅助运算,修订出合理的日计划安排;
5)未来可以对机型零件抽象分类,结合历史生产质量数据优先配置直通率较高的班组和机台;
6)同时开工作业备料前对总装日计划的临时调整进行特殊的任务单及时关闭响应等
7)从订单生成工单(可与T6接口)PMC参照日历查看所有机器的排产和生产进度,再对工单进行排产,自动生成派工单,经过审核后的派工单就自动派工到相应机台,供车间QC、领班、机修、加料工参考。
5.7.3 某汽车行业MES系统软件构建高效的看板指挥系统
5.7.3.1 安灯系统
主要应用与设备、工单、材料、人员、工艺参数等异常的控制识别
避免不受控的因素介入到正常的生产中来;
按灯系统不仅可以实现现场异常的管理警示,同时,可以通过管理平台对一些特殊场合进行管理直接推送,要求现场处于某种警示状态,从而保持或限定现场的某些操作。
5.7.3.2 某汽车行业MES系统软件综合看板应用
主要面向生产管理的现场看板,包含前后道工序的衔接数量要求等信息;
【计划产出看板,前后衔接数量看板,按订单的注塑品类综合看板】
看板在 MES系统软件 中的地位特别重要,通过看板可以实现各类管理驱动,结合看板的管理可以充分提升各部门,各工序之间的任务衔接过程,从而减少在制品,减少闲置能力,充分发挥各组的直通率和产出贡献。
作者:hzjuxadmin
推荐内容 Recommended
相关内容 Related
- MES系统,生产制造很给力01-09
- MES系统中生产运行系统的重要性01-08
- MES系统三大层结构01-07
- MES系统的五大功能、六大好处01-06
- MES系统与ERP系统的数据交互01-03