
减速机行业MES系统软件解决方案(九)
日期:2018-05-16 / 人气: / 来源:
5.3.9.2 减速机行业 MES系统 软件异常基础配置
异常层级预警配置:通过系统软件进行异常反馈的层级配置。当异常发起超过所设定的时间且相关人员没有及时响应异常、处理异常时,异常将通过层级反馈的配置至其上一层级。
异常触发配置:通过系统软件提前设定好参数标准(包含SOP、库存标准、设备参数标准等)或计划标准,当实际数据与系统软件设定标准存在出入时,自动触发异常,系统软件自动生成异常报告单,可通过三色灯、短信、电子邮件、实时看板等形式进行预警提示。
异常报告:异常触发,系统软件自动生成异常状态信息即异常报告,报告中实时记录异常触发过程中产生的发起时间,异常描述,异常结束时间,异常处理状态,异常负责部门,异常负责人,异常传递层级等关键异常信息。

异常追踪:异常处理人员响应异常,系统软件自动生成异常追踪单。异常追踪实时记录异常处理过程中产生的异常描述、异常处理时间、异常计划完成时间、异常处理人员、异常解决措施等关键异常信息。

异常短信邮件接口:当异常触发时,系统软件除了自动预警生成异常报告单外,还可通过短信、邮件等形式进行异常预警。
5.3.9.3 减速机行业MES系统软件现场安全异常管理
对现场进行6S管理(整理SEIRI、整顿SEITON、清扫SEISO、清洁SEIKETU、素养SHITSUKE、安全SECURITY)。
对现场进行全面质量管理理论五要素管理(人、机、料、法、环)。人,指制造产品的人员;机,制造产品所用的设备;料,指制造产品所使用的原材料;法,指制造产品所使用的方法;环,指产品制造过程中所处的环境。
巡检人员发现现场异常(现场违反6S管理事项、五要素异常),通过手持PDA进行异常发起操作,系统软件自动生成异常通知,并通过三色灯、实时电子看板、手机短信、电子邮件等多种途径将该异常信息实时通知相关人员。
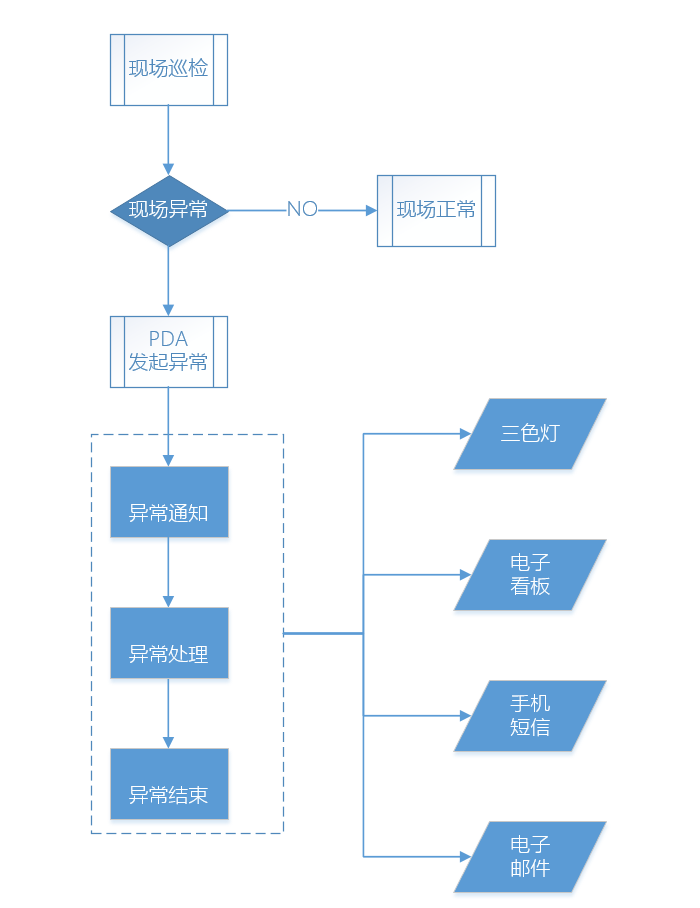
异常处理人员接收异常信息,处理异常,系统软件自动生成异常追踪单。异常处理过程通过三色灯、实时电子看板、手机短信、电子邮件等多种途径通知相关人员。
异常处理结束,经巡检人员监督确认后才可关闭异常。异常关闭将通过三色灯、实时电子看板、手机短信、电子邮件等多种途径展示信息通知相关人员。
5.3.9.4 减速机行业MES系统软件备料计划异常
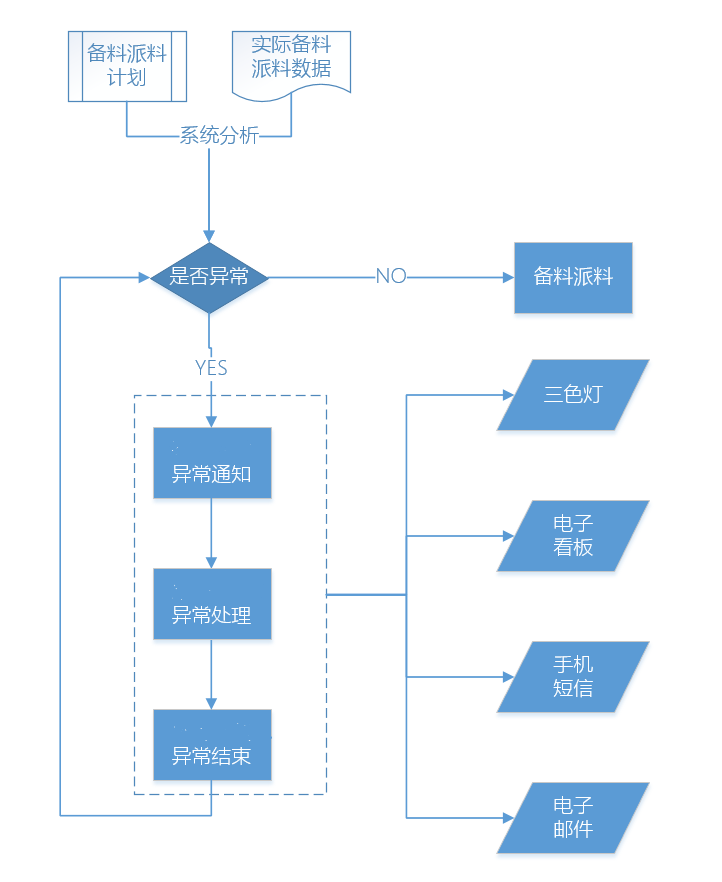
系统软件自动将备料派料计划的标准时间与实际备料派料数据进行比对,一旦发生异常(备料派料的物料种类、数量不一致),自动生成备料派料异常通知,并通过三色灯、实时电子看板、手机短信、电子邮件等多种途径将该采异常信息实时通知相关人员。
当异常发起超过特定时间,相关异常处理人员没有及时响应、处理异常,异常将逐级上传至上级领导。异常处理进度也可以通过系统软件CPS端实时电子看板、手机短信、电子邮件等形式进行展示。
备料派料异常触发到采购到货异常结束的过程将由系统软件自动记录信息,系统软件自动统计形成报表及看板数据。
5.3.9.5 减速机行业MES系统软件生产进度异常
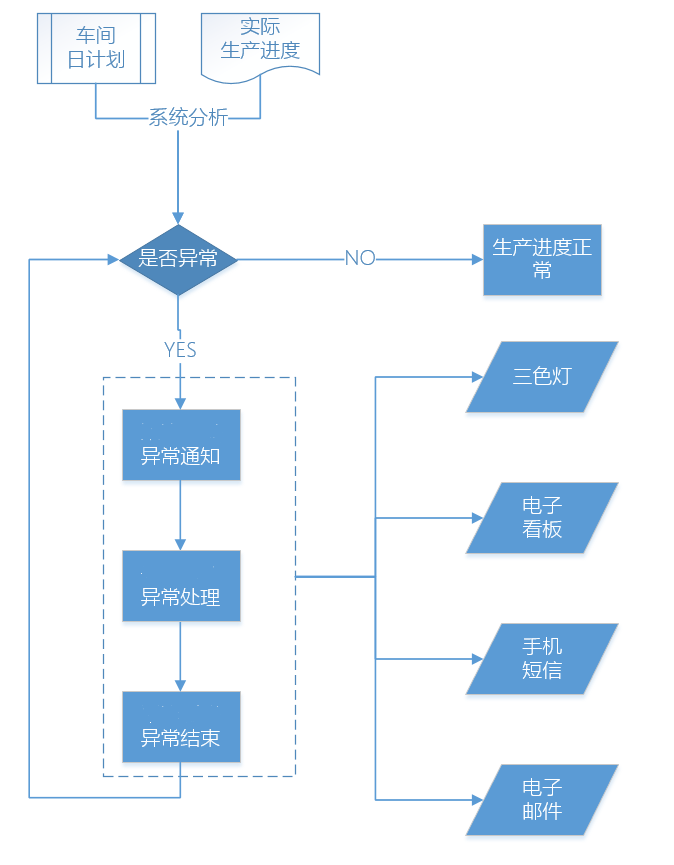
系统软件自动将车间日计划为与实际生产过程产量数据进行比对,一旦发生异常,自动生成生产进度异常通知,并通过三色灯、实时电子看板、手机短信、电子邮件等多种途径将该采异常信息实时通知相关人员。
当异常发起超过特定时间,相关异常处理人员没有及时响应、处理异常,异常将逐级上传至上级领导。异常处理进度也可以通过系统软件CPS端实时电子看板、手机短信、电子邮件等形式进行展示。
生产进度异常触发到生产进度异常结束的过程将由系统软件自动记录信息,系统软件自动统计形成报表及看板数据。
5.3.9.6 减速机行业MES系统软件生产质量异常
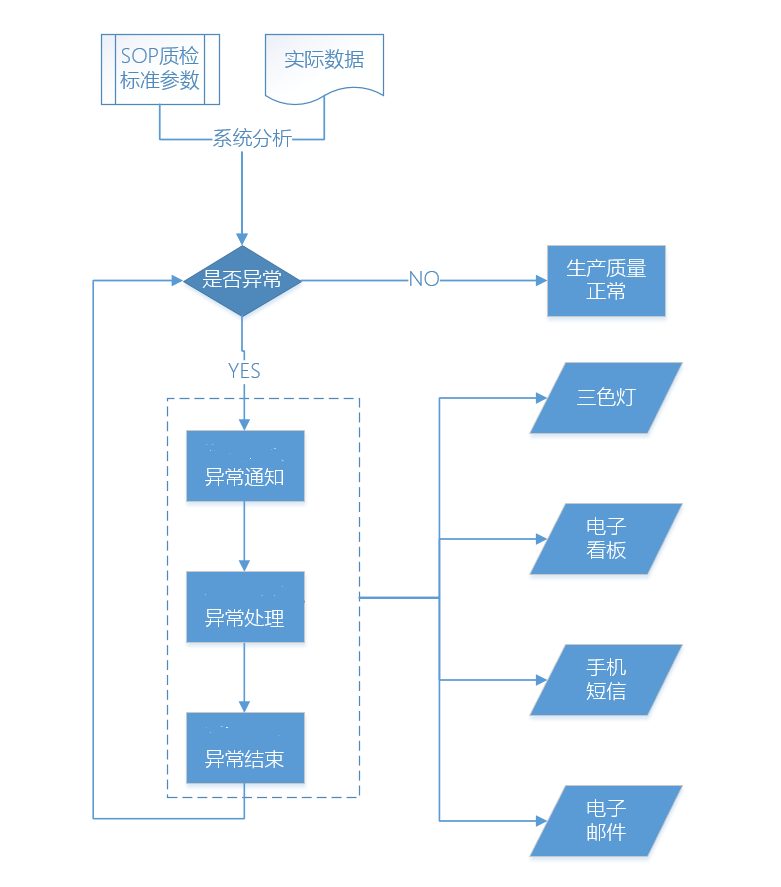
在生产过程中,由自动化设备自动采集参数(比如塑形后长度、喷塑温度等质检参数),系统软件自动将质检标准与实际采集参数进行比对,一旦发生异常,自动生成生产质量异常通知,并通过三色灯、实时电子看板、手机短信、电子邮件等多种途径将该采异常信息实时通知相关人员。
当异常发起超过特定时间,相关异常处理人员没有及时响应、处理异常,异常将逐级上传至上级领导。异常处理进度也可以通过系统软件CPS端实时电子看板、手机短信、电子邮件等形式进行展示。
生产质量异常触发到生产质量异常结束的过程将由系统软件自动记录信息,系统软件自动统计形成报表及看板数据。
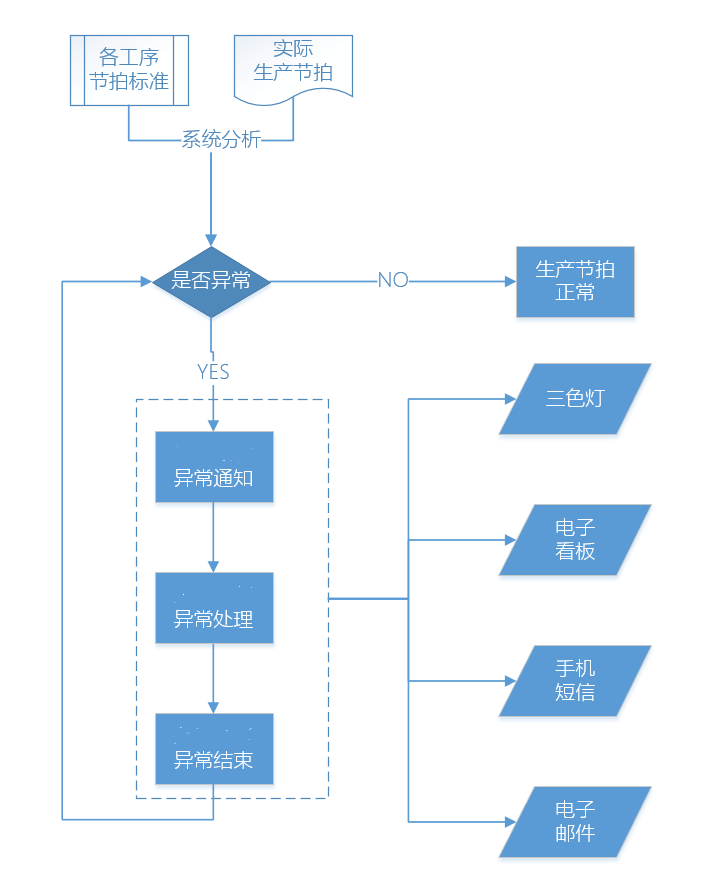
5.3.9.7 减速机行业MES系统软件生产节拍异常
在生产过程中,各工序从开始生产至结束生产的这段时间称为工序节拍;产品从第一道工序开始生产至最后一道工序结束生产的这段时间称为产品节拍。通过流量监控表来监控实际生产节拍。系统软件自动将节拍标准与实际生产节拍进行比对,一旦发生异常,自动生成节拍异常通知,并通过三色灯、实时电子看板、手机短信、电子邮件等多种途径将该采异常信息实时通知相关人员。
当异常发起超过特定时间,相关异常处理人员没有及时响应、处理异常,异常将逐级上传至上级领导。异常处理进度也可以通过系统软件CPS端实时电子看板、手机短信、电子邮件等形式进行展示。
节拍异常触发到节拍异常结束的过程将由系统软件自动记录信息,系统软件自动统计形成报表及看板数据。
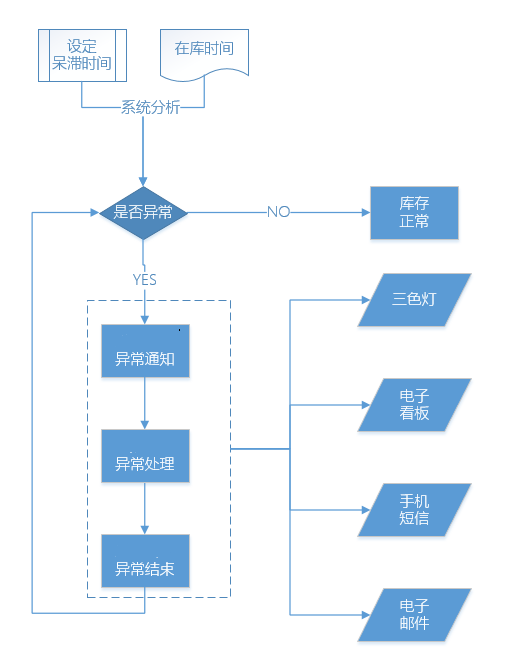
5.3.9.8 减速机行业MES系统软件库存异常
各物料均设定相对应的呆滞时间(呆滞物料指库存周转率极低的物料,不同物料呆滞时间标准不同)。物料由入库开始计算在库时间,一旦在库时间达到所设定的呆滞时间,系统软件自动生成库存呆滞异常通知,并通过三色灯、实时电子看板、手机短信、电子邮件等多种途径将该采异常信息实时通知相关人员。
当异常发起超过特定时间,相关异常处理人员没有及时响应、处理异常,异常将逐级上传至上级领导。异常处理进度也可以通过系统软件CPS端实时电子看板、手机短信、电子邮件等形式进行展示。
库存异常触发到库存异常结束的过程将由系统软件自动记录信息,系统软件自动统计形成报表及看板数据。
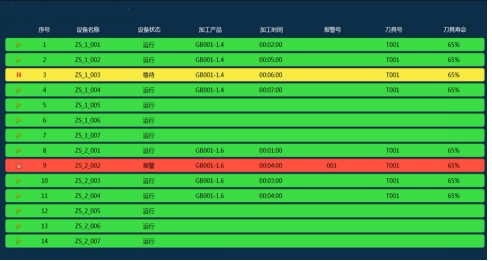
5.3.9.9 减速机行业MES系统软件设备异常
系统软件自动将设备作业计划与设备实际运维作业进行比较,一旦发生异常(如没有按时完成设备保养作业,没有按时完成设备点检作业,没有按时完成设备巡检作业等异常),自动生成设备异常通知单,并通过三色灯、实时电子看板、手机短信、电子邮件等多种途径将该采异常信息实时通知到相关人员。当设备发生故障,启用PDA报修功能时,系统软件自动生成设备异常通知单,并通过三色灯、实时电子看板、手机短信、电子邮件等多种途径将该采异常信息实时通知相关人员。
当异常发起超过特定时间,相关异常处理人员没有及时响应、处理异常,异常将逐级上传至上层级领导。异常处理进度也可以通过系统软件CPS端实时电子看板、手机短信、电子邮件等形式进行展示。
设备异常触发到设备异常结束的过程将由系统软件自动记录信息,系统软件自动统计形成报表及看板数据。
5.3.10 减速机行业MES系统软件刀模具管理
刀模具管理主要对刀模具进行整个生命周期进行管理,包括刀模具档案管理、刀模具库存管理、刀模具维修送检管理、刀模具保养管理、刀模具报损管理、刀模具寿命监控、刀模具全命周期追溯、日常提醒和预警等功能。
刀模具作为制造活动中的重要资源之一,贯穿于企业的整个生产过程,影响产品质量,影响生产排产,为此需要对刀模具进行整个生命周期进行管理。系统软件对每把刀模具进行激光打码,通过激光条码号来标识每把刀模具的身份。系统软件通过跟踪每把刀模具的条码号,有效地控制刀模具的装刀和生产作业、实时收集刀模具生产、维修、保养环节的使用数据。
系统软件通过生产计划排产,能提前锁定每台机床所需刀模具,能对刀模具进行预调,并将用刀信息传送给刀模具库,由刀模具库存配送刀模具到指定工位,缩短生产准备时间,提高刀模具利用率。
减速机行业MES系统软件刀模具档案管理:
档案管理主要对刀模具进行基础资维护。刀模具档案资料主要包括刀模具编号、刀模具号(激光条码号)、供应商信息、刀模具类型、刀模具规格型号、刀模具材质、刀模具基本参数、刀模具几何参数及机床参数等信息,建立刀模具库。档案管理具有如下特点:
刀模具库信息能从系统软件中获取,并通过系统软件的同步机制保持同步。
可以与读取系统软件中的刀模具技术参数信息。
刀模具根据价值金额大小分类管理。
刀模具图和技术参数电子化传递。
通过刀模具编号能快速检索出该刀模具所有生状态记录,比如库存位置、刀模具状态。
减速机行业MES系统软件刀模具库存管理:
对刀模具进行库存入库、领用、归还、盘点等库存管理。系统软件通过采用条形码技术,使刀模具库存管更加智能化。
刀模具入库:仓库保管员把刀模具分配到指定的库房,并记录或更新入库数量、单价、金额、库位等信息,绑定条码资料。
刀模具领用:仓库保管员按照刀模具清单卡或按照查询结果进行刀模具的领用操作,记录刀模具编号、领用日期、领用数量、领用机床、领用部门等。
刀模具归还:仓库保管员按照刀模具清单卡、借用人、刀模具信息进行刀模具的归还操作。
刀模具盘点:仓库保管员对库房刀模具进行盘点管理。
库房调整:仓库保管员可对库房内刀模具库存、库位进行调整。
刀模具调拨:仓库保管员可将某类刀模具或个体由一个库房转移到另一个库房。
刀模具准备:仓库保管员可以接到工艺人员的日备刀模具计划,提前按刀模具清单卡进行批量准备。
刀模具配送:生产部下达日生产计划后,日备刀模具计划会自动下发到仓储运输部门,由配送员根据刀模具配送要求去仓库领料,并完成送到具体工位。
刀模具查询:既可以分大类对普通刀模具、数控刀模具、组装刀模具进行方便查询,也可以按照某类刀模具的具体属性进行精确查询,并支持模糊查询功能。
刀模具定位:通过对每把进行激光赋码,可以快速找到刀模具所在的位置和状态。
减速机行业MES系统软件刀模具维修送检管理
仓库保管员对存在缺陷的刀模具定期组织维修,并严格要求加工车间按刀模具图进行加工,按刀模具图验收维修后的刀模具,并重新办理入库手序。具体流程如下:
1)维修车间或外协维修单位到仓库领用有缺陷的刀模具,仓库保管员办理刀模具领用手序。
2)维修车间或外协维修单位严格按照工艺员的图纸要求和加工要求进行刀模具刃磨,记录刃磨的刀模具编码、条码号、刀模具格格、刀模具材质、刀模具图、刃磨次数、刃磨标准、刃磨时间。
3)维修车间或外协维修单位将维修好的刀模具送回仓库,入库前需要严格按照刀模具图纸和加工要求进行验收,只有合格刀模具才能办理入库。
4)仓库管保员变更刀模具规格信息,并录入MES系统软件。此时MES系统软件自动将变更后的消息反馈给系统软件,实现刀模具数据变更同步和异常检测。
减速机行业MES系统软件刀模具保养管理:
将所有的刀模具进行系统软件管理,刀模具的基本信息与业务数据均有专人负责维护。由于刀模具的保养周期在系统软件中进行了设置,系统软件自动对保养作业进行提醒。用户保养时需要对记录保养信息,包括刀模具号、刀模具规格、保养项目、保养内容、保养人、保养时间等。
减速机行业MES系统软件刀模具报损管理:
刀模具在使用过程中发生损坏,需要进行报损管理。通过报损记录的报损原因分析,一方面可以分析刀模具的加工性能和工艺规程的合理性,另一方面也可以辅助对相关人员的绩效考核。
减速机行业MES系统软件刀模具寿命监控
刀模具库的每个刀模具都行了激光刻码,为此系统软件能自动跟踪刀模具的入库、领用、生产装刀、生产用刀、归还、维修和保养记录。
刀模具在办理入库时,在刀模具档案库中记录刀模具的最大用刀次数、每次用刀最长时间。系统软件通过与DNC系统软件的集成,能实时收集DNC系统软件的刀模具切削状态及磨损状况。系统软件通过实时差异分析刀模具档案的最大用刀次数和每次用刀最长时间信息,实时反馈刀模具最大寿命次数和刀模具寿命的异常值,自动进行刀模具使用次数上限预警,并预测使用寿命,必要时生产可及时换刀。

刀模具寿命报表示意图
在刀模具管理的运维设置中,系统软件设置每把刀模具的保养周期,并设置提醒保养规则。系统软件依照以下规则,可以根据实际的需要,可以给相关人员发送消息提醒。
减速机行业MES系统软件刀模具全生命周期追溯
系统软件采用激光刻码技术后,刀模具库每把刀模具都有一个唯一激光条形码。系统软件通过记录每把刀模具的采购、入库、领用、归还、生产、维修、保养,报损等历史明细数据,能实时掌握解刀模具使用状况,实现刀模具全生命周期追溯。
通过刀模具使用跟踪,企业比较不同刀模具、不同厂家刀模具的实际使用寿命,为合理选用刀模具、选用刀模具加工参数,及刀模具厂家的选择提供合理的指导。
减速机行业 MES系统软件 刀具日常提醒和预警
周期性提醒设置
在刀模具运维设置中,根据需要设置多条规则,每条规则根据下次执行时间和提前期的不同,依照以下规则,可以根据实际的需要,可以给相关人员发送消息提醒。
1、周期性且类型是绝对时间,根据当前时间>=下次执行时间-提前期,则给相关人员发送消息提醒。
2、周期性且类型是相对时间(累计值),根据当前值>=阈值-提前值,则给相关人员发送消息提醒。
保养预警报表
根据刀模具的生产记录中使用次数,统计判断出此刀模具的定期或者定额维护项目,及时提醒。系统软件自动生成的,保养预警提前一个月预警提醒。
根据定期保养次数或时间判断自动生成保养提醒
根据寿命判断自动生成保养提醒
刀模具异常预警
对刀模具的使用次数进行管理,通过对使用次数的记录,系统软件自动进行刀模具使用次数上限预警,提醒道具使用次数即将达到预定值。
刀模具使用异常预警示意图
刀模具库存预警
是指当库房中的库存出现不足或者积压的现象时,系统软件会发出预警信息,提示购买或库房积压状况,达到及时采购、优化库存的目的。可根据库存不足的预警提取采购清单,也可根据实际情况对采购清单种类及数量进行手动调整。
异常层级预警配置:通过系统软件进行异常反馈的层级配置。当异常发起超过所设定的时间且相关人员没有及时响应异常、处理异常时,异常将通过层级反馈的配置至其上一层级。
异常触发配置:通过系统软件提前设定好参数标准(包含SOP、库存标准、设备参数标准等)或计划标准,当实际数据与系统软件设定标准存在出入时,自动触发异常,系统软件自动生成异常报告单,可通过三色灯、短信、电子邮件、实时看板等形式进行预警提示。
异常报告:异常触发,系统软件自动生成异常状态信息即异常报告,报告中实时记录异常触发过程中产生的发起时间,异常描述,异常结束时间,异常处理状态,异常负责部门,异常负责人,异常传递层级等关键异常信息。
异常追踪:异常处理人员响应异常,系统软件自动生成异常追踪单。异常追踪实时记录异常处理过程中产生的异常描述、异常处理时间、异常计划完成时间、异常处理人员、异常解决措施等关键异常信息。
异常短信邮件接口:当异常触发时,系统软件除了自动预警生成异常报告单外,还可通过短信、邮件等形式进行异常预警。
5.3.9.3 减速机行业MES系统软件现场安全异常管理
对现场进行6S管理(整理SEIRI、整顿SEITON、清扫SEISO、清洁SEIKETU、素养SHITSUKE、安全SECURITY)。
对现场进行全面质量管理理论五要素管理(人、机、料、法、环)。人,指制造产品的人员;机,制造产品所用的设备;料,指制造产品所使用的原材料;法,指制造产品所使用的方法;环,指产品制造过程中所处的环境。
巡检人员发现现场异常(现场违反6S管理事项、五要素异常),通过手持PDA进行异常发起操作,系统软件自动生成异常通知,并通过三色灯、实时电子看板、手机短信、电子邮件等多种途径将该异常信息实时通知相关人员。
异常处理人员接收异常信息,处理异常,系统软件自动生成异常追踪单。异常处理过程通过三色灯、实时电子看板、手机短信、电子邮件等多种途径通知相关人员。
异常处理结束,经巡检人员监督确认后才可关闭异常。异常关闭将通过三色灯、实时电子看板、手机短信、电子邮件等多种途径展示信息通知相关人员。
5.3.9.4 减速机行业MES系统软件备料计划异常
系统软件自动将备料派料计划的标准时间与实际备料派料数据进行比对,一旦发生异常(备料派料的物料种类、数量不一致),自动生成备料派料异常通知,并通过三色灯、实时电子看板、手机短信、电子邮件等多种途径将该采异常信息实时通知相关人员。
当异常发起超过特定时间,相关异常处理人员没有及时响应、处理异常,异常将逐级上传至上级领导。异常处理进度也可以通过系统软件CPS端实时电子看板、手机短信、电子邮件等形式进行展示。
备料派料异常触发到采购到货异常结束的过程将由系统软件自动记录信息,系统软件自动统计形成报表及看板数据。
5.3.9.5 减速机行业MES系统软件生产进度异常
系统软件自动将车间日计划为与实际生产过程产量数据进行比对,一旦发生异常,自动生成生产进度异常通知,并通过三色灯、实时电子看板、手机短信、电子邮件等多种途径将该采异常信息实时通知相关人员。
当异常发起超过特定时间,相关异常处理人员没有及时响应、处理异常,异常将逐级上传至上级领导。异常处理进度也可以通过系统软件CPS端实时电子看板、手机短信、电子邮件等形式进行展示。
生产进度异常触发到生产进度异常结束的过程将由系统软件自动记录信息,系统软件自动统计形成报表及看板数据。
5.3.9.6 减速机行业MES系统软件生产质量异常
在生产过程中,由自动化设备自动采集参数(比如塑形后长度、喷塑温度等质检参数),系统软件自动将质检标准与实际采集参数进行比对,一旦发生异常,自动生成生产质量异常通知,并通过三色灯、实时电子看板、手机短信、电子邮件等多种途径将该采异常信息实时通知相关人员。
当异常发起超过特定时间,相关异常处理人员没有及时响应、处理异常,异常将逐级上传至上级领导。异常处理进度也可以通过系统软件CPS端实时电子看板、手机短信、电子邮件等形式进行展示。
生产质量异常触发到生产质量异常结束的过程将由系统软件自动记录信息,系统软件自动统计形成报表及看板数据。
5.3.9.7 减速机行业MES系统软件生产节拍异常
在生产过程中,各工序从开始生产至结束生产的这段时间称为工序节拍;产品从第一道工序开始生产至最后一道工序结束生产的这段时间称为产品节拍。通过流量监控表来监控实际生产节拍。系统软件自动将节拍标准与实际生产节拍进行比对,一旦发生异常,自动生成节拍异常通知,并通过三色灯、实时电子看板、手机短信、电子邮件等多种途径将该采异常信息实时通知相关人员。
当异常发起超过特定时间,相关异常处理人员没有及时响应、处理异常,异常将逐级上传至上级领导。异常处理进度也可以通过系统软件CPS端实时电子看板、手机短信、电子邮件等形式进行展示。
节拍异常触发到节拍异常结束的过程将由系统软件自动记录信息,系统软件自动统计形成报表及看板数据。
5.3.9.8 减速机行业MES系统软件库存异常
各物料均设定相对应的呆滞时间(呆滞物料指库存周转率极低的物料,不同物料呆滞时间标准不同)。物料由入库开始计算在库时间,一旦在库时间达到所设定的呆滞时间,系统软件自动生成库存呆滞异常通知,并通过三色灯、实时电子看板、手机短信、电子邮件等多种途径将该采异常信息实时通知相关人员。
当异常发起超过特定时间,相关异常处理人员没有及时响应、处理异常,异常将逐级上传至上级领导。异常处理进度也可以通过系统软件CPS端实时电子看板、手机短信、电子邮件等形式进行展示。
库存异常触发到库存异常结束的过程将由系统软件自动记录信息,系统软件自动统计形成报表及看板数据。
5.3.9.9 减速机行业MES系统软件设备异常
系统软件自动将设备作业计划与设备实际运维作业进行比较,一旦发生异常(如没有按时完成设备保养作业,没有按时完成设备点检作业,没有按时完成设备巡检作业等异常),自动生成设备异常通知单,并通过三色灯、实时电子看板、手机短信、电子邮件等多种途径将该采异常信息实时通知到相关人员。当设备发生故障,启用PDA报修功能时,系统软件自动生成设备异常通知单,并通过三色灯、实时电子看板、手机短信、电子邮件等多种途径将该采异常信息实时通知相关人员。
当异常发起超过特定时间,相关异常处理人员没有及时响应、处理异常,异常将逐级上传至上层级领导。异常处理进度也可以通过系统软件CPS端实时电子看板、手机短信、电子邮件等形式进行展示。
设备异常触发到设备异常结束的过程将由系统软件自动记录信息,系统软件自动统计形成报表及看板数据。
5.3.10 减速机行业MES系统软件刀模具管理
刀模具管理主要对刀模具进行整个生命周期进行管理,包括刀模具档案管理、刀模具库存管理、刀模具维修送检管理、刀模具保养管理、刀模具报损管理、刀模具寿命监控、刀模具全命周期追溯、日常提醒和预警等功能。
刀模具作为制造活动中的重要资源之一,贯穿于企业的整个生产过程,影响产品质量,影响生产排产,为此需要对刀模具进行整个生命周期进行管理。系统软件对每把刀模具进行激光打码,通过激光条码号来标识每把刀模具的身份。系统软件通过跟踪每把刀模具的条码号,有效地控制刀模具的装刀和生产作业、实时收集刀模具生产、维修、保养环节的使用数据。
系统软件通过生产计划排产,能提前锁定每台机床所需刀模具,能对刀模具进行预调,并将用刀信息传送给刀模具库,由刀模具库存配送刀模具到指定工位,缩短生产准备时间,提高刀模具利用率。
减速机行业MES系统软件刀模具档案管理:
档案管理主要对刀模具进行基础资维护。刀模具档案资料主要包括刀模具编号、刀模具号(激光条码号)、供应商信息、刀模具类型、刀模具规格型号、刀模具材质、刀模具基本参数、刀模具几何参数及机床参数等信息,建立刀模具库。档案管理具有如下特点:
刀模具库信息能从系统软件中获取,并通过系统软件的同步机制保持同步。
可以与读取系统软件中的刀模具技术参数信息。
刀模具根据价值金额大小分类管理。
刀模具图和技术参数电子化传递。
通过刀模具编号能快速检索出该刀模具所有生状态记录,比如库存位置、刀模具状态。
减速机行业MES系统软件刀模具库存管理:
对刀模具进行库存入库、领用、归还、盘点等库存管理。系统软件通过采用条形码技术,使刀模具库存管更加智能化。
刀模具入库:仓库保管员把刀模具分配到指定的库房,并记录或更新入库数量、单价、金额、库位等信息,绑定条码资料。
刀模具领用:仓库保管员按照刀模具清单卡或按照查询结果进行刀模具的领用操作,记录刀模具编号、领用日期、领用数量、领用机床、领用部门等。
刀模具归还:仓库保管员按照刀模具清单卡、借用人、刀模具信息进行刀模具的归还操作。
刀模具盘点:仓库保管员对库房刀模具进行盘点管理。
库房调整:仓库保管员可对库房内刀模具库存、库位进行调整。
刀模具调拨:仓库保管员可将某类刀模具或个体由一个库房转移到另一个库房。
刀模具准备:仓库保管员可以接到工艺人员的日备刀模具计划,提前按刀模具清单卡进行批量准备。
刀模具配送:生产部下达日生产计划后,日备刀模具计划会自动下发到仓储运输部门,由配送员根据刀模具配送要求去仓库领料,并完成送到具体工位。
刀模具查询:既可以分大类对普通刀模具、数控刀模具、组装刀模具进行方便查询,也可以按照某类刀模具的具体属性进行精确查询,并支持模糊查询功能。
刀模具定位:通过对每把进行激光赋码,可以快速找到刀模具所在的位置和状态。
减速机行业MES系统软件刀模具维修送检管理
仓库保管员对存在缺陷的刀模具定期组织维修,并严格要求加工车间按刀模具图进行加工,按刀模具图验收维修后的刀模具,并重新办理入库手序。具体流程如下:
1)维修车间或外协维修单位到仓库领用有缺陷的刀模具,仓库保管员办理刀模具领用手序。
2)维修车间或外协维修单位严格按照工艺员的图纸要求和加工要求进行刀模具刃磨,记录刃磨的刀模具编码、条码号、刀模具格格、刀模具材质、刀模具图、刃磨次数、刃磨标准、刃磨时间。
3)维修车间或外协维修单位将维修好的刀模具送回仓库,入库前需要严格按照刀模具图纸和加工要求进行验收,只有合格刀模具才能办理入库。
4)仓库管保员变更刀模具规格信息,并录入MES系统软件。此时MES系统软件自动将变更后的消息反馈给系统软件,实现刀模具数据变更同步和异常检测。
减速机行业MES系统软件刀模具保养管理:
将所有的刀模具进行系统软件管理,刀模具的基本信息与业务数据均有专人负责维护。由于刀模具的保养周期在系统软件中进行了设置,系统软件自动对保养作业进行提醒。用户保养时需要对记录保养信息,包括刀模具号、刀模具规格、保养项目、保养内容、保养人、保养时间等。
减速机行业MES系统软件刀模具报损管理:
刀模具在使用过程中发生损坏,需要进行报损管理。通过报损记录的报损原因分析,一方面可以分析刀模具的加工性能和工艺规程的合理性,另一方面也可以辅助对相关人员的绩效考核。
减速机行业MES系统软件刀模具寿命监控
刀模具库的每个刀模具都行了激光刻码,为此系统软件能自动跟踪刀模具的入库、领用、生产装刀、生产用刀、归还、维修和保养记录。
刀模具在办理入库时,在刀模具档案库中记录刀模具的最大用刀次数、每次用刀最长时间。系统软件通过与DNC系统软件的集成,能实时收集DNC系统软件的刀模具切削状态及磨损状况。系统软件通过实时差异分析刀模具档案的最大用刀次数和每次用刀最长时间信息,实时反馈刀模具最大寿命次数和刀模具寿命的异常值,自动进行刀模具使用次数上限预警,并预测使用寿命,必要时生产可及时换刀。
刀模具寿命报表示意图
在刀模具管理的运维设置中,系统软件设置每把刀模具的保养周期,并设置提醒保养规则。系统软件依照以下规则,可以根据实际的需要,可以给相关人员发送消息提醒。
减速机行业MES系统软件刀模具全生命周期追溯
系统软件采用激光刻码技术后,刀模具库每把刀模具都有一个唯一激光条形码。系统软件通过记录每把刀模具的采购、入库、领用、归还、生产、维修、保养,报损等历史明细数据,能实时掌握解刀模具使用状况,实现刀模具全生命周期追溯。
通过刀模具使用跟踪,企业比较不同刀模具、不同厂家刀模具的实际使用寿命,为合理选用刀模具、选用刀模具加工参数,及刀模具厂家的选择提供合理的指导。
减速机行业 MES系统软件 刀具日常提醒和预警
周期性提醒设置
在刀模具运维设置中,根据需要设置多条规则,每条规则根据下次执行时间和提前期的不同,依照以下规则,可以根据实际的需要,可以给相关人员发送消息提醒。
1、周期性且类型是绝对时间,根据当前时间>=下次执行时间-提前期,则给相关人员发送消息提醒。
2、周期性且类型是相对时间(累计值),根据当前值>=阈值-提前值,则给相关人员发送消息提醒。
保养预警报表
根据刀模具的生产记录中使用次数,统计判断出此刀模具的定期或者定额维护项目,及时提醒。系统软件自动生成的,保养预警提前一个月预警提醒。
根据定期保养次数或时间判断自动生成保养提醒
根据寿命判断自动生成保养提醒
刀模具异常预警
对刀模具的使用次数进行管理,通过对使用次数的记录,系统软件自动进行刀模具使用次数上限预警,提醒道具使用次数即将达到预定值。
刀模具使用异常预警示意图
刀模具库存预警
是指当库房中的库存出现不足或者积压的现象时,系统软件会发出预警信息,提示购买或库房积压状况,达到及时采购、优化库存的目的。可根据库存不足的预警提取采购清单,也可根据实际情况对采购清单种类及数量进行手动调整。
作者:
推荐内容 Recommended
相关内容 Related
- MES制造执行系统生产计划管理01-10
- MES系统,生产制造很给力01-09
- MES系统中生产运行系统的重要性01-08
- MES系统三大层结构01-07
- MES系统的五大功能、六大好处01-06